+86-15371769898
+86-15371769898 [email protected]
[email protected]
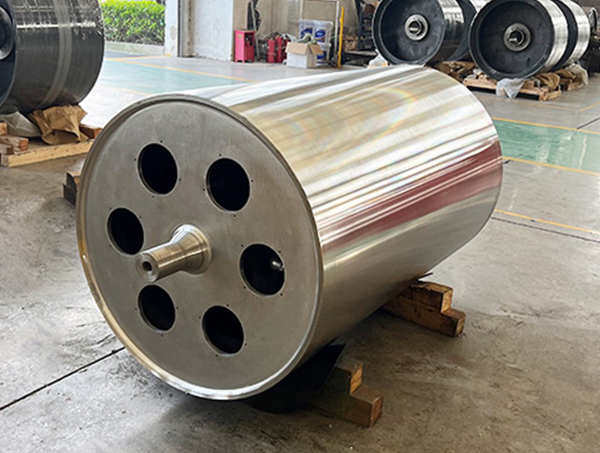
+86-15371769898[email protected]Peilipintarullat saavuttaa niiden korkeakiiltoinen viimeistely a tarkasti ohjattu monivaiheinen valmistusprosessi, jossa yhdistyvät perusmateriaalin valinta, karkea ja hieno koneistus, useat hiontakierrokset ja lopullinen kiillotus saavuttaakseen pinnan karheuden (Ra) 0,01-0,05 mikrometriä - tarpeeksi sileä heijastamaan valoa kuin peili. Tällä pinnan hienostuneisuuden tasolla tela voi antaa viimeistelynsä suoraan kalvoille, kalvoille, pinnoitteille ja laminaateille teollisen käsittelyn aikana, jolloin telan pinnan laatu on tärkein yksittäinen tekijä valmiin tuotteen laadussa.
Pinnan karheus mitataan Ra-arvo (aritmeettinen keskikarheus) — pinnan huippujen ja laaksojen keskimääräinen poikkeama keskiviivasta mikrometreinä (µm). Mitä pienempi Ra-arvo, sitä sileämpi ja heijastavampi pinta.
| Pintalaatu | Ra-arvo (µm) | Ulkonäkö | Tyypillinen sovellus |
|---|---|---|---|
| Vakiokoneistettu | 1,6 – 3,2 | Näkyviä työkalujälkiä | Yleiset teollisuusrullat |
| Hieno maaperä | 0,4 - 0,8 | Sileä, mattapintainen ulkonäkö | Vakiokalvo- ja paperirullat |
| Korkeakiilto kiillotettu | 0,05 – 0,2 | Kirkas, puoliheijastava | Pakkauskalvo, päällystetty paperi |
| Peilin pinta | 0,01 - 0,05 | Täysi peiliheijastus | Optiset kalvot, koristelaminaatit, tarkkuuspinnoitteet |
| Ultrapeili (superviimeistely) | < 0,01 | Optisesti täydellinen heijastus | Näyttöpaneelit, puolijohdekalvot |
Peilipinnan Ra-arvon asettaminen perspektiiviin: ihmisen hiuksen halkaisija on noin 70 mikrometriä — peilipintarulla, jonka Ra 0,01 µm on 7000 kertaa pehmeämpi kuin yhden hiuksen leveys.
Peilipinnan saavuttaminen alkaa kauan ennen kiillotusta. Pohjamateriaalin valinta määrää suoraan, kuinka hieno viimeistely lopulta saavutetaan — ja kuinka kauan tämä viimeistely kestää tuotantoolosuhteissa.
Peilipintarullien yleisimmin käytetyt pohjamateriaalit ovat:
Kun perusmateriaali on valittu, tela-aihio karkea sorvataan CNC-sorvilla sisäänpäin 0,3 - 0,5 mm lopullisesta halkaisijasta . Tämä materiaalivaraus on jätetty tarkoituksella myöhempään hiontaan ja viimeistelyyn ilman mittojen alileikkauksen vaaraa.
Teräsrullille, lämpökäsittely seuraa karkeaa koneistusta ja se on kriittinen viimeistelyn suorituskyvyn kannalta:
Hionta on paikka, jossa telan pinta alkaa muuttua karkeasta työstetystä aihiosta tarkkuussylinteriksi. Peilipinnan telahionta suoritetaan sisään useita ajoja asteittain hienommilla hiomalaikoilla , joka ajo poistaa pienemmän määrän materiaalia ja jättää asteittain tasaisemman pinnan.
Tyypillinen hiontajärjestys peilipintarullalle:
Koko hionnan ajan, jäähdytysnesteen virtausnopeus, pyörän nopeus, työkappaleen pyörimisnopeus ja liikenopeus ovat kaikki tarkasti hallittuja – poikkeamat aiheuttavat lämpövaurioita, tärinäjälkiä tai hiontapalovammoja, joita ei voida palauttaa käynnistämättä hiontajaksoa uudelleen.
Monille peilipintarullille a kovapintainen pinnoite levitetään viimeistellyn hionnan jälkeen tarjota kovuuden, korroosionkestävyyden ja kiillotusta vastaanottavan pinnan laadun yhdistelmän, jota perusmateriaali yksinään ei pysty tarjoamaan. Kolme yleisintä pinnoitustekniikkaa ovat:
Perinteinen ja eniten käytetty pinnoite peilipintarullille. Galvanoitu kova kromi saavuttaa kovuuden HV 850–1 050 ja voidaan kiillottaa alle 0,02 µm:n Ra-arvoihin. Kromi kerrokset Paksuus 0,05-0,2 mm ovat vakiona teollisuusteloissa. Kromipinnoituksen luontainen mikrohalkeamien verkosto säilyttää jonkin verran voiteluainetta, mikä auttaa suojaamaan pintaa kalvon kosketuksen aikana. Kuusiarvoista kromia (Cr VI) koskevien ympäristömääräysten vuoksi kuitenkin määritellään yhä enemmän vaihtoehtoisia pinnoitteita.
High-Velocity Oxygen Fuel (HVOF) -suihkutus levittää tiheän volframikarbidi-kobolttipinnoitteen (WC-Co) kovuusarvoilla HV 1 200–1 500 - huomattavasti kovempi kuin kromi. HVOF-pinnoitteet ovat käytännöllisesti katsoen huokottomia, kestävät erittäin hyvin hankausta ja korroosiota, ja ne voidaan kiillottaa Ra-arvoihin 0,02–0,05 µm . Ne ovat ensisijainen valinta sovelluksissa, joissa kromi on kielletty tai joissa telan käyttöikä hankaavissa olosuhteissa on kriittinen.
Plasmasuihkeella levitetyt keraamiset pinnoitteet tarjoavat erinomaisen kovuuden ( HV 1 000–1 400 ) ja erinomainen kemiallinen kestävyys. Erityisesti kromioksidikeramiikka (Cr₂O₃) voidaan kiillottaa peililaatuiseksi, ja sitä käytetään laajalti paino-, pinnoitus- ja kemiankäsittelyteloissa, joissa aggressiivista materiaalikosketusta ei voida välttää.
Kiillotus muuttaa tarkkuushiotun tai pinnoitetun telan todelliseksi peilipinnaksi. Se on työvoimavaltaisin ja taidoista riippuvaisin vaihe koko valmistusprosessissa ja eniten vastuussa lopullisesta Ra-arvosta.
Teollisuustelojen peilikiillotus suoritetaan peräkkäisissä vaiheissa käyttämällä asteittain hienompia hioma-aineita:
Jokainen kiillotusvaihe on suoritettava puhtaat työkalut ja saasteeton ympäristö — yksi hankaava hiukkanen, joka on jäänyt telan pinnalle karkeammasta vaiheesta, aiheuttaa naarmuun, joka tunkeutuu kaikkien myöhempien hienompien kiillotusvaiheiden läpi, jolloin koko sekvenssi on aloitettava uudelleen kontaminaatiokohdasta.
Kiillotuksen jälkeen jokainen peilipintatela käy läpi tiukan laaduntarkastusprotokollan ennen kuin se luovutetaan käyttöön. Tärkeimmät mittaukset sisältävät:
| Vaihe | Prosessi | Ra saavutettu (µm) | Keskeinen tavoite |
|---|---|---|---|
| 1 | Materiaalin valinta ja karkea sorvaus | 3.2 – 6.3 | Luo geometria ja materiaaliperusta |
| 2 | Lämpökäsittely | — | Saavuta pinnan kovuus HRC 58–65 |
| 3 | Monivaiheinen lieriömäinen hionta | 0,05 – 0,2 | Tarkka geometria, mittatarkkuus |
| 4 | Pintapinnoite (kromi / HVOF / keraaminen) | 0,1 - 0,4 | Kovuus, korroosionkestävyys, kiillotettavuus |
| 5 | Jaksottainen peilikiillotus | 0,01 - 0,05 | Saavuta peilin heijastavuus ja lopullinen Ra |
| 6 | Laaduntarkastus ja dynaaminen tasapainotus | Todennettu ≤ 0,05 | Vahvista kaikki tekniset tiedot ennen julkaisua |
Peilipintatela ei saavuta korkeakiiltoista pintaansa vahingossa tai yhdellä prosessilla – se on seurausta kuusi tarkasti järjestettyä valmistusvaihetta, jokainen rakennus viimeisessä , perusmateriaalin valinnasta ja lämpökäsittelystä monivaihehiontaan, pintapinnoitukseen ja lopulliseen peilikiillotukseen. Jokaisessa vaiheessa saavutettu Ra-arvo asettaa katon sille, mitä seuraava vaihe voi saavuttaa, minkä vuoksi yhtään askelta ei voi ohittaa tai kiirehtiä. Lopullinen Ra-arvo 0,01 - 0,05 µm joka määrittelee todellisen peilipintarullan, edustaa yhtä korkeimmista teollisessa valmistuksessa saavutettavissa olevista pintaviimeistelytasoista – ja se määrittää suoraan jokaisen telan koskettaman tuotteen kiillon, kirkkauden ja laadun.
Omistettu erimuotoisten telojen kehittämiseen ja valmistukseen erilaisilla rullarakenteilla.
Puhelin: +86-15371769898
Sähköposti: [email protected]
Lisää: 9 Lifa Avenue, Chengdongin kaupunki, Haian County, Nantong City, Jiangsun maakunta, Kiina
Copyright© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. Kaikki oikeudet pidätetään.