+86-15371769898
+86-15371769898 [email protected]
[email protected]
+86-15371769898[email protected] Modernin valmistuksen kehittyneessä maailmassa teollinen kumirulla on välttämätön komponentti, joka toimii kosketusrajapintana koneen ja tuotteen välillä. Olipa kyseessä nopea offsetpainatus, tarkkuuskalvolaminointi tai raskaan teräksen kylmävalssaus, nämä tarkasti suunnitellut sylinterit ovat vastuussa tasaisesta paineen kohdistamisesta, tasaisesta nesteiden siirrosta ja herkän materiaalin herkästä käsittelystä. Vuoteen 2026 siirtyessämme suurempien tuotantonopeuksien ja tiukempien toleranssien kysyntä on nostanut kumitelasuunnittelun hyödykehankinnasta kriittisiksi teknisiksi määrityksiksi. "Oikean" telan valintaan liittyy monimutkainen polymeerikemian, koneenrakennuksen ja pintatieteen vuorovaikutus. Epäsopiva elastomeeri tai väärä durometri voi johtaa katastrofaaliseen "seisokkiaikaan", pintavirheisiin ja liialliseen materiaalihukkaan.
Teollisuustelan suorituskyky ja käyttöikä määräytyvät ensisijaisesti sen elastomeeripäällysteen kemiallisista ja fysikaalisista ominaisuuksista. Teollisuussektorilla "kumi" on laaja käsite, joka kattaa laajan valikoiman synteettisiä polymeerejä, joista jokainen on suunniteltu selviytymään tietyistä ympäristön stressitekijöistä. Oikean yhdisteen valitseminen vaatii koko prosessin auditoinnin – työvuoron lopussa käytetyistä puhdistusliuottimista huippukäyttölämpötiloihin nopean ajon aikana.
Rullasi kemiallinen perusta sanelee sen kestävyyden "turvotusta", "haluilua" ja "hankaumaa vastaan".
Kemiallisen koostumuksen lisäksi kumin "kovuus", mitattuna Shore A Scale , on ratkaiseva tekijä prosessin laadussa.
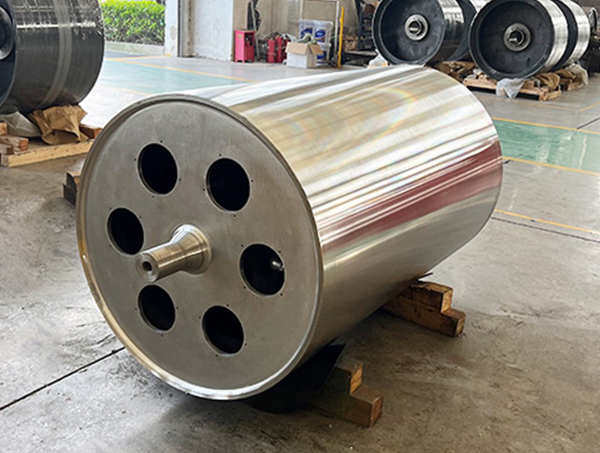
Kumirullan rakenteellinen eheys riippuu yhtä paljon sen sisäisestä metalliytimestä ja liimaustekniikasta kuin sen kumipäällysteestä. Jotta jyrä saavuttaisi "operatiivisen erinomaisuuden", sen on oltava täysin samankeskinen ja dynaamisesti tasapainotettu. Kaikki tärinä tai loppuminen korkeilla kierrosluvuilla johtaa väistämättä tuotteessa olevaan tärinäjälkiin ja ennenaikaiseen laakerin rikkoutumiseen koneessa. Vuonna 2026 ammattimaiset valmistajat hyödyntävät edistynyttä CNC-hiontaa ja ultraäänitestausta varmistaakseen, että tela on täydellinen sylinteri tapista toiseen.
Valmistusprosessi alkaa Metallinen ydin , joka on tyypillisesti valmistettu paksuseinäisestä teräsputkesta, ruostumattomasta teräksestä (elintarvike- ja lääketieteelliseen käyttöön) tai kevyestä alumiinista.
Ennakoiva huoltokulttuuri on välttämätöntä teollisuustelojesi sijoitetun pääoman tuottoprosentin (ROI) maksimoimiseksi. Ajan myötä kaikki kumitelat kokevat "lasitusta" - prosessin, jossa lämpö ja kemikaalit saavat pinnan sileäksi, kovemmaksi ja imukykyiseksi.
Tämä taulukko toimii teknisenä referenssinä insinööreille, jotta he voivat sovittaa prosessiympäristönsä oikeaan elastomeeri- ja kovuusprofiiliin.
| Teollinen prosessi | Näppäinstressori | Suositeltu elastomeeri | Kovuus (Shore A) |
|---|---|---|---|
| Offsetpaino | Öljypohjaiset musteet | Nitriili (NBR) | 25-45 |
| Filmin laminointi | Korkea lämpö | Silikoni | 50-70 |
| Metallin käsittely | Korkea hankaus | Polyuretaani (PU) | 80-95 |
| Tekstiilien värjäys | Vesi ja kemikaalit | EPDM | 40-60 |
| Elintarvikkeiden pakkaus | Hygienia / FDA | Valkoinen silikoni | 40-60 |
| Liimapinnoite | Tahmeus / liima | Tarttumaton silikoni | 30-50 |
Selkein merkki turvotuksesta on telan halkaisijan muutos tai kumipinnan "pehmentyminen". Jos tela on fyysisesti suurempi kuin sen alkuperäinen määritys tai jos pinta tuntuu "kumimaiselta", se todennäköisesti reagoi negatiivisesti prosessissasi olevaan kemikaaliin tai liuottimeen.
Dynaaminen tasapainotus on prosessi, jolla varmistetaan, että rullan paino jakautuu tasaisesti sen pyörimiskeskuksen ympärille. Ilman sitä suurilla nopeuksilla pyörivä tela synnyttää "keskipakovoiman", joka aiheuttaa tärinää, mikä johtaa huonoon tulostuslaatuun ja koneen mekaanisiin vaurioihin.
Pienet pinnan kolot voivat joskus "hiottua" uudelleenhiontaprosessin aikana. Jos leikkaus kuitenkin saavuttaa metallisydämen, tela on "palautettava", koska paikallinen laastari luo lähes aina "jäljen" alustaan tuotannon aikana.
Omistettu erimuotoisten telojen kehittämiseen ja valmistukseen erilaisilla rullarakenteilla.
Puhelin: +86-15371769898
Sähköposti: [email protected]
Lisää: 9 Lifa Avenue, Chengdongin kaupunki, Haian County, Nantong City, Jiangsun maakunta, Kiina
Copyright© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. Kaikki oikeudet pidätetään.